Greg Arehart
Well Known Member
It was suggested in an earlier thread that I post the information on my rocker boss failure here so that it would be archived.
The short story is that I took off from Jean, NV on Dec. 14, 2010 after a normal preflight and runup. As I was on downwind preparing to depart the pattern, the engine coughed. Then coughed louder. I noticed #2 cylinder CHT and EGT was lower than the others (I don't recall the exact number for CHT but EGT was ~600; normal is ~1200 on takeoff with rich mixture). Shortly after, the engine began running somewhat rough. My thought was that this was fouled plugs or a fuel problem. There was never an obvious bang or pop or other loud noise that would have been more indicative of a failure. I circled near the airport, messing with the throttle and mixture, thinking I might cure the problem. When the problem didn't go away after a minute or two, I made a precautionary landing. Upon landing and exiting the aircraft, I found considerable oil on the L side and belly of the plane. I had lost ~2 quarts of oil in maybe 5-7 minutes. I don't know when the oil loss started, in fact, I was unaware of any oil problems until I shut down on the ramp and got out of the plane (I never lost oil pressure and ended up with ~4 quarts in the sump).
Upon opening up the cowl, it was obvious that the oil was coming from #2 cylinder head. Here is a photo of the damage to the rocker cover, which was impacted by the broken boss on both sides:

Closeup of the cracks (the obvious source of the oil leak):

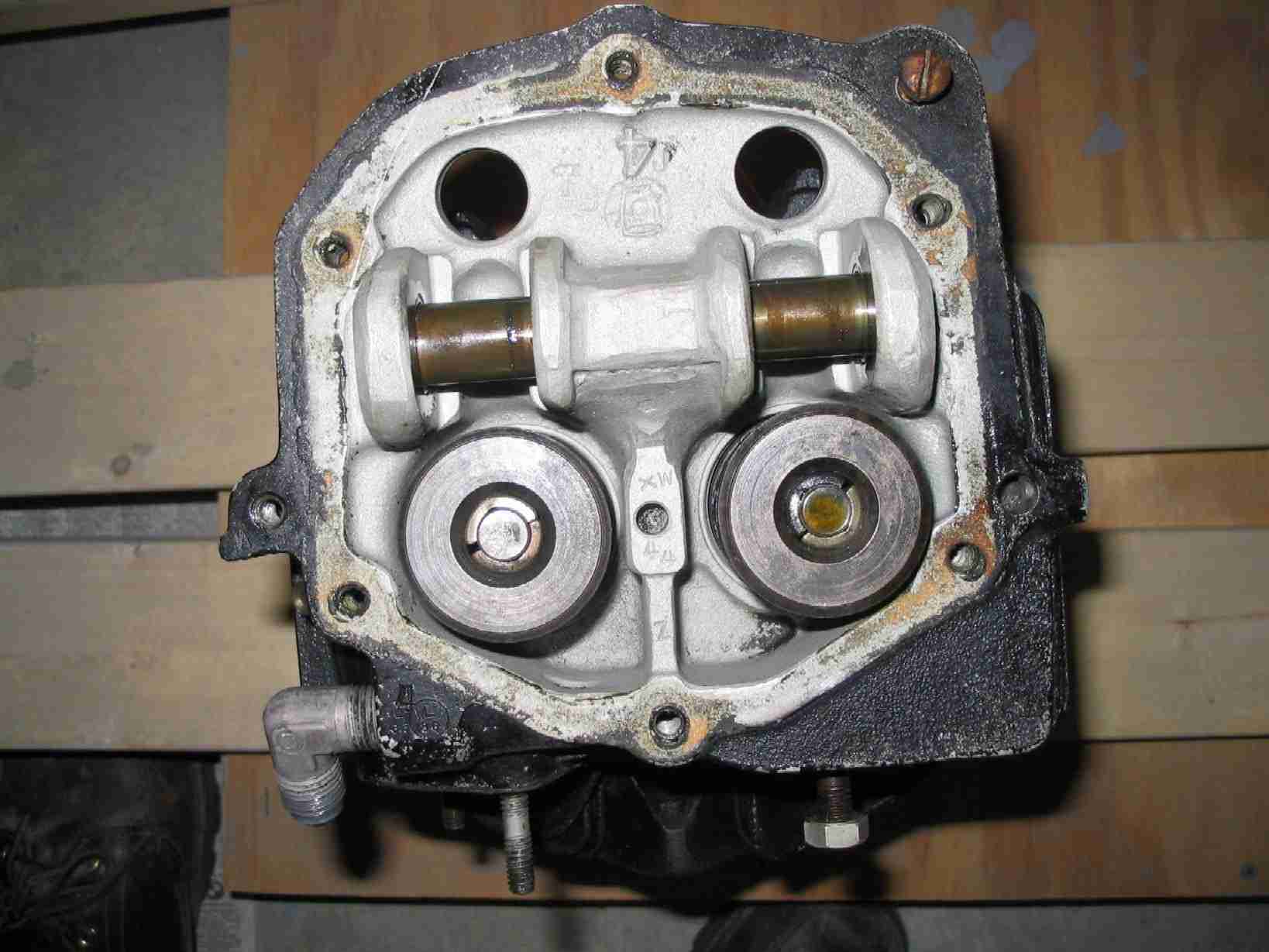
Upon opening up the rocker cover, it was obvious that the rocker pin boss had failed. Images of the failed rocker pin boss:


Here is the piece of the center boss:

Let me emphasize that at this point I do not know what caused the failure. There is no obvious damage to other parts of the cylinder head, but I have not done any detailed looking.
Some observations and data that may be relevant:
1) The casting looks coarser-grained than "normal" according to a couple of IA colleagues that have seen it. One mentioned a couple of potential inclusions in the casting, but this needs examination by a metallurgist.
2) The central boss is clearly thinner on one side than the other (see picture 5 above). Is this by design? Was the casting made off-center? Was the pin hole drilled off-center (rocker arms look like they have normal wear patterns)? I don't know the answers to any of these questions.
3) The engine (IO360) and cylinders were new, assembled by me under the supervision of a mechanic at a Superior engine build school in December 2007. The airplane first flew in December, 2008 and at the time of failure, the engine had 335 hours.
What are the implications for safety? Was this an isolated incident? As of today, I know that my other cylinders have similar serial numbers, so if there is an issue with the casting/metallurgy, I am concerned about potential failure of my other cylinders, which were likely part of the same casting lot. Anyone else having Superior cylinders that were cast in the same time frame might be cautious (I don't actually have the serial numbers in front of me). If/when I find out anything more on the casting, I will certainly post here. I have also submitted a Service Difficulty Report to the FAA.
Greg
The short story is that I took off from Jean, NV on Dec. 14, 2010 after a normal preflight and runup. As I was on downwind preparing to depart the pattern, the engine coughed. Then coughed louder. I noticed #2 cylinder CHT and EGT was lower than the others (I don't recall the exact number for CHT but EGT was ~600; normal is ~1200 on takeoff with rich mixture). Shortly after, the engine began running somewhat rough. My thought was that this was fouled plugs or a fuel problem. There was never an obvious bang or pop or other loud noise that would have been more indicative of a failure. I circled near the airport, messing with the throttle and mixture, thinking I might cure the problem. When the problem didn't go away after a minute or two, I made a precautionary landing. Upon landing and exiting the aircraft, I found considerable oil on the L side and belly of the plane. I had lost ~2 quarts of oil in maybe 5-7 minutes. I don't know when the oil loss started, in fact, I was unaware of any oil problems until I shut down on the ramp and got out of the plane (I never lost oil pressure and ended up with ~4 quarts in the sump).
Upon opening up the cowl, it was obvious that the oil was coming from #2 cylinder head. Here is a photo of the damage to the rocker cover, which was impacted by the broken boss on both sides:

Closeup of the cracks (the obvious source of the oil leak):

Upon opening up the rocker cover, it was obvious that the rocker pin boss had failed. Images of the failed rocker pin boss:


Here is the piece of the center boss:

Let me emphasize that at this point I do not know what caused the failure. There is no obvious damage to other parts of the cylinder head, but I have not done any detailed looking.
Some observations and data that may be relevant:
1) The casting looks coarser-grained than "normal" according to a couple of IA colleagues that have seen it. One mentioned a couple of potential inclusions in the casting, but this needs examination by a metallurgist.
2) The central boss is clearly thinner on one side than the other (see picture 5 above). Is this by design? Was the casting made off-center? Was the pin hole drilled off-center (rocker arms look like they have normal wear patterns)? I don't know the answers to any of these questions.
3) The engine (IO360) and cylinders were new, assembled by me under the supervision of a mechanic at a Superior engine build school in December 2007. The airplane first flew in December, 2008 and at the time of failure, the engine had 335 hours.
What are the implications for safety? Was this an isolated incident? As of today, I know that my other cylinders have similar serial numbers, so if there is an issue with the casting/metallurgy, I am concerned about potential failure of my other cylinders, which were likely part of the same casting lot. Anyone else having Superior cylinders that were cast in the same time frame might be cautious (I don't actually have the serial numbers in front of me). If/when I find out anything more on the casting, I will certainly post here. I have also submitted a Service Difficulty Report to the FAA.
Greg

")